Kontinuierlicher Materialfluss für eine hohe Spindelauslastung der Hermle C400
Die Automatisierung von Materialbereitstellung und -bearbeitung in den Zerspanungsprozessen mit CNC-Bearbeitungsmaschinen ermöglicht eine effiziente Produktion mit einer maximalen Maschinenauslastung. In diesem Video wird der Zerspanungsprozess eines Hermle C400 5-Achs-Bearbeitungszentrums um einen SherpaLoader® M50 mit individualisiertem Materialspeicher erweitert. Die vielfältigen Möglichkeiten des SherpaLoader® M50 illustrieren, wie der Produktionsprozess der Hermle C400 effizient verbessert werden kann.
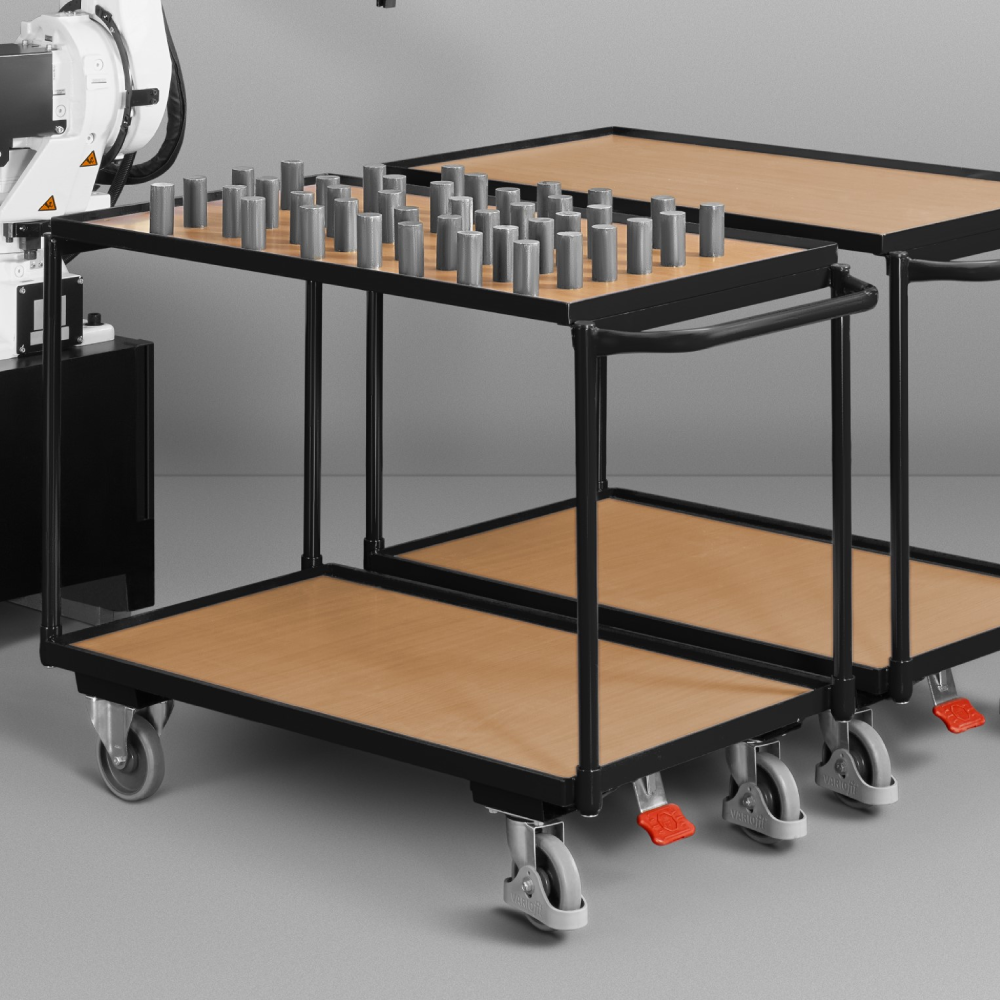
Materialbereitstellung mit einem flexiblen Materialspeicher für die Hermle C400
In diesem Prozess erfolgt die Materialbereitstellung über SHERPA’s SpaceBox. Die SpaceBox kann mit bis zu zehn Schubladen ausgerüstet werden, und bietet dabei 6 m2 Materialspeicher. Die Anzahl der Schubladen kann auf die verwendeten Rohteilgeometrien angepasst werden. In diesem Video ist zu sehen, dass einige Schubladen der SpaceBox entnommen wurden, um auch Bauteil mit größerer Höhe bereisstellen zu können. Der Materialspeicher für den SherpaLoader® M50 kann somit flexibel an unterschiedliche Bauteilgeometrien angepasst werden. So werden effiziente Prozesse, auch bei wechselnden Fertigungsbedingungen, ermöglicht.
Präzise Bauteilpositionierung durch intelligente Greiftechnik und Ausrichtung
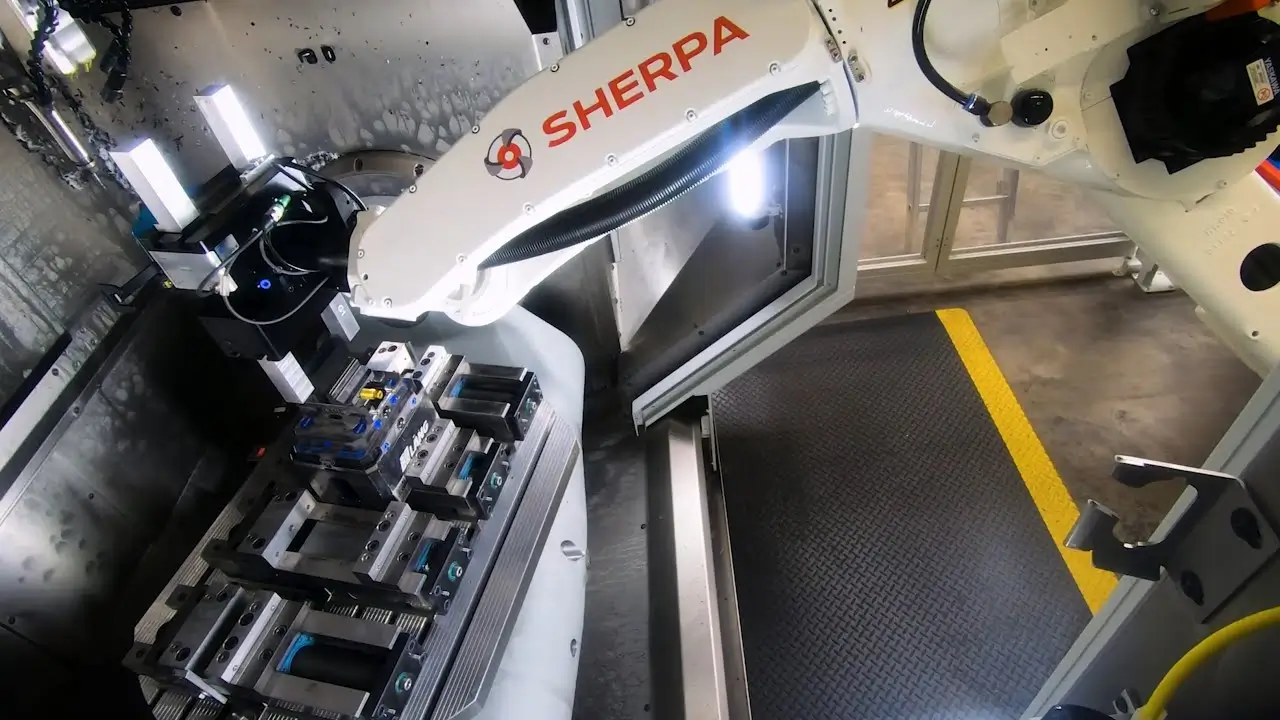
Der Greifer des SherpaLoader® M50 ist mit einem Haken ausgerüstet, mit dem die Schubladen des Materialspeichers automatisch geöffnet werden können. Weiterhin ist der SherpaLoader® M50 mit einer Kamera ausgestattet. Mit der fortschrittlichen Erkennungstechnologie erfasst der SherpaLoader® M50 die Rohteile auf der SpaceBox und kann diese zielsicher greifen und auf der Ausrichtplatte positionieren. Die beiden Greifer des SherpaLoader® M50 sind unterschiedlich ausgerüstet, um Rohteile und Fertigteile unterschiedlich zu handhaben. Die Rohteilgreifer haben aus Pendelbacken mit SingerGrip-Einsätzen. Die Pendelbacken gleichen mögliche Sägetoleranzen der Rohteile aus und ermöglichen so auch bei wechselnden Bedingungen einen sicheren Transport der Rohteile. Der Sintergrip erhöht die Grifffestigkeit und stellt sicher, dass die Rohteile während des Transports nicht verrutschen. Auf der Ausrichtplatte werden die Rohteile an einen definierten Anschlag angelegt, sodass die Ausrichtung des Bauteils im Greifer für die Spannung in der Bearbeitungsmaschine sichergestellt ist. Die Vorpositionierung des Bauteils und der SinterGrip des Rohteilgreifers ermöglichen eine sichere Positionierung des Bauteils in das Hermle C400 Bearbeitungszentrum. Dadurch werden eine hohe Prozesssicherheit und eine konstante Bauteilqualität gewährleistet.
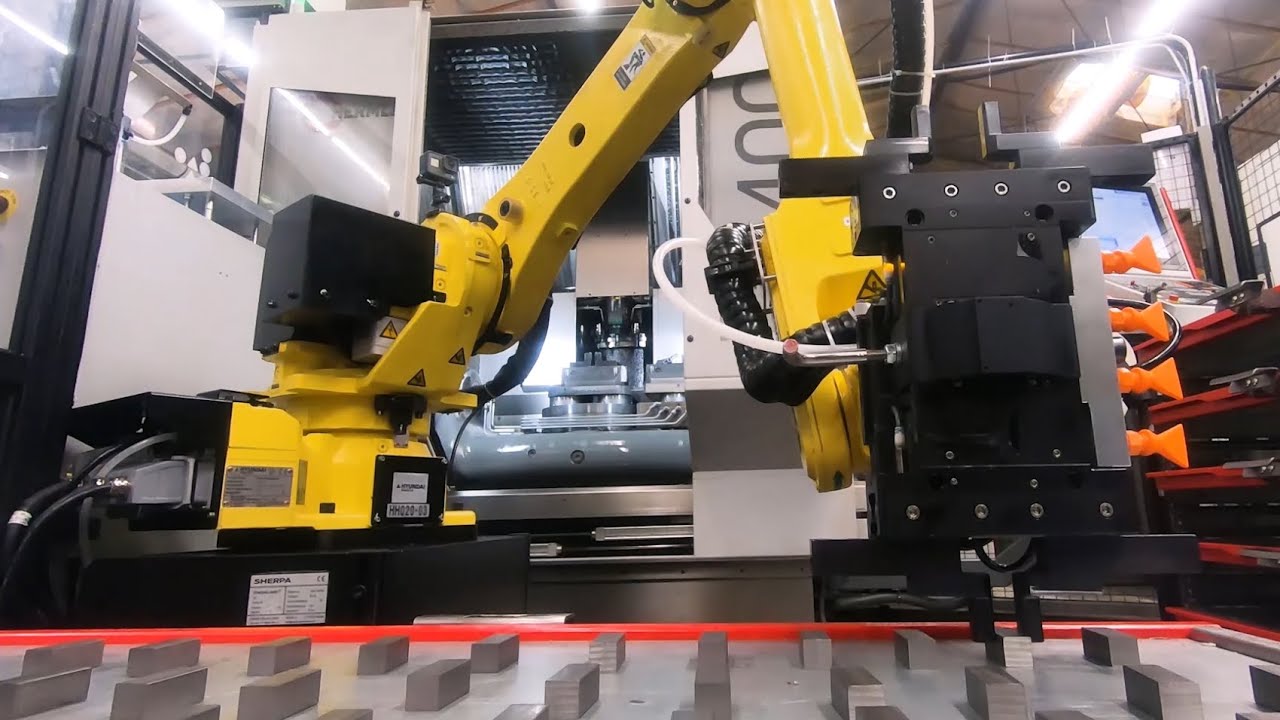
Höchste Prozessautomatisierung auf der Hermle C400 durch Drehmomentschrauber und Drucklufteinigung
Vor dem Einlegen des Rohteils in die Spannvorrichtung der Hermle C400 reinigt der SherpaLoader® M50 die Spannbacken mit Druckluft. Durch die automatisierte Reinigung werden Rückstände von Spänen oder Kühlschmierstoffen abgereinigt, was die Wiederholgenauigkeit des Spannprozesses erhöht. Als weiteres Werkzeug besitzt der SherpaLoader® M50 einen Drehmomentschrauber. Mit dem Schrauber betätigt der SherpaLoader® M50 die Spannbacken des Hermle C400 Bearbeitungszentrums, und verlässt anschließend den Arbeitsraum der Anlage. Die Reduktion manueller Eingriffe durch die Automatisierung jedes Prozessschrittes erhöht die Prozesssicherheit und ermöglicht eine konstante Bauteilqualität. Des Weiteren wird das Personalmanagement verbessert, indem Bediener für anderen Aufgaben als der Maschinenbeladung eingesetzt werden können.
Synchronisierte Prozesse zur Effizienzsteigerung der Hermle C400
Während das Rohteil in der Hermle C400 bearbeitet wird, bereitet der SherpaLoader® M50 bereits das nächste Rohteil vor und positioniert es auf der Ausrichtplatte. Nachdem der Bearbeitungsprozess abgeschlossen ist, öffnen sich die Türen der Hermle C400 automatisch und der SherpaLoader® M50 reinigt das Fertigteil mit Druckluft, bevor er die Spannbacken mit dem Drehmomentschrauber löst. Mit dem Fertigteilgreifer entnimmt der SherpaLoader® M50 das Fertigteil und reinigt die Spannbacken, bevor das nächste Rohteil eingespannt wird. Durch die Vorbereitung des neuen Rohteils während des Bearbeitungsprozesses und dem Mitführen des neuen Rohteils bei der Entnahme des Fertigteils werden synchrone Vorgänge in den Produktionsprozess implementiert. Diese synchronen Prozesse ermöglichen eine maximale Auslastung der Hermle C400 durch die Reduzierung von Nebenzeiten. Das Fertigteil wird wieder auf dem Materialspeicher abgelegt und der SherpaLoader® M50 beginnt mit der Vorbereitung des neuen Rohteils.
Maximale Produktivität und Sicherheit im automatisierten Zerspanungsprozess mit der Hermle C400
Die vollständige Automatisierung des Produktionsprozesses resultiert in einer Maximierung der Spindelzeit der Hermle C400 durch die Einführung von synchronen Prozessen und einer Minimierung von Nebenzeiten. Die Reduzierung der manuellen Eingriffe wird durch die vielfältigen Möglichkeiten des SherpaLoader® M50 erreicht. Zusätzlich zu der Wirtschaftlichkeit wird auch die Sicherheit der Produktion maximiert. Der Zerspanungsprozess verfügt über ein Sicherheitskonzept, welches die höchsten Sicherheitsstandards erfüllt. Die Roboterzelle ist komplett eingehaust, die Zugangstüren sind gesichert. Für einen Zugang bei in die Fertigungszelle bei laufender Automation muss eine Türanforderung gesetzt werden. Erst wenn sich der Roboter in einer Position befindet, wird die Tür frei gegeben und ein Zugang zu dem Produktionsprozess ist möglich. So wird die Sicherheit des Personals gewährleistet.